铜铸件化学除油与内氧化弥散强化无氧铜介绍
作者:bthjjs 时间:2014-09-23 08:07:25 点击:304
在增强铸铜件产品品质管理的同时,要根据实际应用性能的发挥,加大对产品各方面使用效果的充分体现,在以产品应用及整体性能的发展过程中,根据产品的应用优势,增强其各方面使用的性能发展,以加大对产品整体优势能力的体现,以完善的产品生产工艺扩大其实用性能的发展,以的产品应用优势,来提升整体性能的发展,所以要根据优势化能力的表现,加大对各方面应用优势的带动。
以提高铸铜件的产品性能优势为主,增强企业整体实用性能的发挥,以各方面性能的表现能力,加大对实际生产力的不断提升,进一步的扩大产品应用及各方面发展的优势,以的性能及完善的服务来提高产品的整体优势,为了增强其应用等方面的不断提升,要以实际性能的作用来加强产品的开拓性,以促进其整体应用能力的推动。
铜铸件机械抛光工序为:粗磨、细磨、抛光、抛亮、喷砂、刷光或滚光等,根据制表面的粗糙程度来适当采取不同的工序。
铜铸件化学除油:化学除油过程是借着化学反应和物理化学作用,除去制件表面的油污。化学除油采用弱碱性溶液中进行。化学除油液的配方和工艺条件:
1)配方:氢氧化钠30-50G/L,工业洗涤剂0.5-1ML/L,水70-125G。
2)工艺条件:温度:50-60度时间:1-2MIN
3)除油后用清水冲洗。
4)化学除氧化膜:进行酸洗处理以中和制件表面残留的碱液,并除去其自然氧化膜,使之露出制件的铝及铝合金基体,对于含硅铝合金制作,用混合溶液进行酸洗,以除去其表面的暗色硅浮灰。
铜铸件内氧化弥散强化无氧铜:
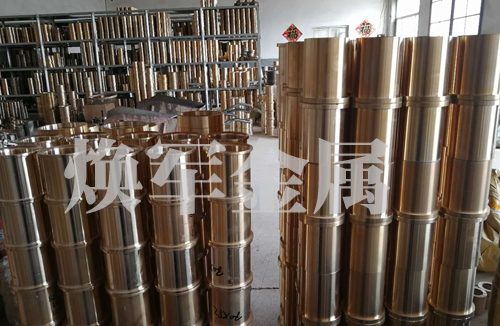
1)高精度异型铜带
铜铸件晶体管异型框架用高精度型铜带,一般为含磷和银的高强高导合金,断面由厚边和薄边组成,厚边为1.27毫米,薄边为0.38毫米,带宽68毫米,长度大于200米,生产方法叁种,即孔型轧制、铣屑、高速锻造生产异型断面坯料,然后经高精度轧制,其技术关键是高精度轧制时,保证厚边与薄连延伸系数相等,否则异型带板型不能满足用户需要。
2)内氧化弥散强化无氧铜
铜铸件电真空器件要求无氧铜,在930 ℃氢气气焊时不产生变形,使用合金化的方法很难实现,普遍使用氧化质点弥散强化方法,常用氧化质点 AL2O3。
3)大面积杂断面异型铸造技术
为满足铜铸件,特别巨型铜像的建造,需要铸造大面积、薄壁异型铜铸件,铸件面积可达6米平方,壁板厚度6-10 毫米,使用一般砂型铸造方法很困难的,近年业普遍采用和发展了树脂砂造型,熔模铸造,在金属液浇入砂型之后,模型被烧蚀,为金属熔所充满,具有工艺流程短、铸件表面光洁、艺术形象的特点。