铸铜厂家介绍铜合金铸件的浇注
作者:焕军金属制品 时间:2014-12-22 10:11:46 点击:231
铸铜厂家介绍铜合金铸件的浇注
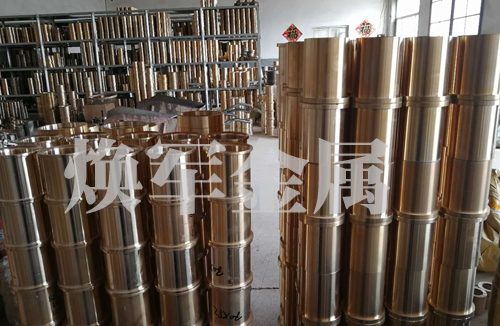
铸铜厂家介绍离心铸造时,浇注工艺有其自身的特点。 先由于铸件的内表面是自由表面,而铸件厚度的控制主要由所浇注液体金属的重量决定,故离心铸造浇注时,对所浇注金属的定量要求较高。此外由于浇注是在铸型旋转情况下进行的,为了尽可能地消除金属飞溅的现象,要很好地控制金属进入铸型时的方向。
铸铜厂家介绍浇注温度选择
铸铜厂家介绍离心铸件大多为形状简单的管状、筒状或环状件,多用充型阻力较小的金属型,离心力又能加强金属的充型性,故离心铸造时的浇注温度可较重力浇注时低5~10℃。若用金属型离心铸造非铁合金件,例如轴瓦等,尽管非铁金属熔点较低,金属型寿命长,但较高的浇注温度会使轴承合金冷却速度减慢而易产生偏析缺陷,因此也 严格控制浇注温度。
对于铸铁管及铸铁气缸套.由于合金的熔点和金属型相近,过高的浇注温度会降低金属型寿命,也会影响生产率,但过低的温度也会造成冷隔、不成形等缺陷(尤其是铸铁管),所以 严格控制浇注温度。普通灰铸铁气缸套,浇注温度在1280~1330“(];合金灰铸铁则建议采用1300~1350度。